


























Tool Holders and Accessories
Clearance















Toolholders Optimize Machine Performance
Since a toolholder is the intermediary between the machine spindle and the cutting tool, it is a critical component that affects the accuracy of the machined part as well as the productivity of the machine. Therefore, it effects a machine shop’s operation and bottom line.
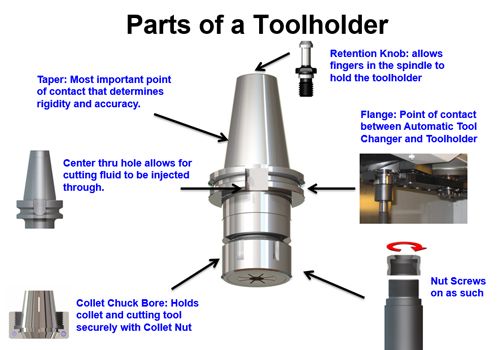
But, all toolholders are not created equal – differences in their performance include: gripping force, runout characteristics, and taper contact. Toolholders are comprised of several parts, including taper, flange, clamping system, and retention knob, and their design plays a big part in the machining performance.
As important as the toolholder is to provide the connection between the machine spindle and the cutting tool, it is often the most neglected component. If the correct toolholder is not selected, it can inhibit true machine profit making potential.
Here are 4 important points to consider when making an investment in toolholders that will help enhance cutting performance and unlock the machines true capability:

Rigidity - The primary point of contact to the machine spindle is the taper of the toolholder. The surface area contact between the two will set precedence for ALL machining ability.

The added value of a quality toolholder taper will not only provide consistency between tool changing operations but also improve cutting performance. Higher quality toolholder tapers achieve the ideal 85% to 90% taper contact for maximum rigidity. Referencing the ISO 1947 (1980 revision) standard, the taper tolerance specification for machine spindle and toolholders are “AT2 or better” and “AT3 or better” respectively.
Since most machine shops do not have the ability to measure such tight tolerances, investing with a reputable toolholder manufacturer is the highest assurance to the quality and consistency of the specified dimensions.

Balance - Balancing is the most commonly misunderstood feature of a toolholder. Like tires on a car, balancing a toolholder is necessary, but operational requirement (RPM) coupled with weight and asymmetrical design will dictate the amount of material removed, or added.
Unbalanced rotation creates undesired vibration. The tolerance that expresses how much undesired vibration (permissible unbalance) for toolholders is stated per the ISO 1940/1 and the ANSI S2.19-1975 standard, and is denoted with a “G” rating followed by an RPM. As a general rule of thumb, the lower the G rating and higher the RPM translates to a more balanced toolholder.

Once a toolholder is assembled with a collet, pull stud, nut, and cutting tool, the balance of the assembly can become worse (or improve inadvertently) due to compounding the residual unbalance from the additional components. So, invest in collet chuck systems that over compensate the largest mass (toolholder) so that the residual balance of the smaller components (nuts, collet, cutting tool) have a lesser effect on the overall assembly.
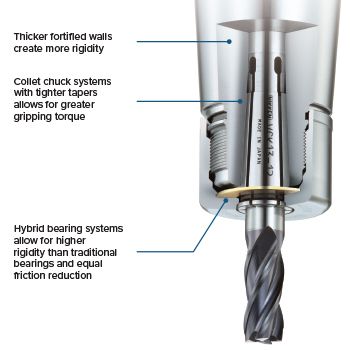
Gripping Force - With regards to collet chucks, the gripping force is driven by the nut, and the taper angles of the collet. In general, the tighter the taper angle of the collet, the greater the gripping force will be applied on the cutting tool.
Precision collet chuck manufacturers will incorporate a radial bearing within the nut, and may also include additional attention to the threads within the nut and on the holder, resulting in greater distribution of force and friction reduction. More advanced designs achieve the same principles as the bearing nut and improve cutting rigidity by eliminating the thrust play in the traditional radial bearing design.
Runout (or Total Indicated Runout, TIR) - The most important factor that can affect machining performance is the runout of the cutting tool. Runout is, or often a combination of, angular and radial offset of the cutting tool.
Angular runout is the result of misalignment between the rotation axis of the cutting tool and the central axis of the collet/spindle system. Radial runout is the result of a lateral or parallel offset between the rotational axis of the cutting tool and the central axis of the collet/spindle system.
Cutting ability, cutting tool life, surface finish, and machined part tolerances are all affected by runout. Set up time and part production can run longer since cutting tools need to be exchanged unnecessarily more often. Besides having a poorly ground toolholder collet bore, the top reasons runout occurs for traditional holders stems from:
Design and manufacturing accuracy - Most collet chucks rely on two angles to collapse onto the cutting shank, resulting in the accuracy of one affecting the other. Couple this accuracy requirement with the mating taper inside the collet nut, and it makes it easy for assembly tolerance stacking to occur.

Wide Slots - Collet chucks get their flexibility to hold various cutting tool shank sizes due to numerous and wide slots of the collets. When a collet chuck is assembled with a cutting tool, frictional torque from the nut will tend to twist the collet, resulting in undesired run out.
Finding a quality toolholder that addresses these fundamental points and takes measures to address them will be your best bet to reduce your runout. Newer designs in precision collet chuck systems rely on a single angle on the collet and incorporate “on size” collets to prevent collet twisting. Less runout positively effects the overall machining performance and productivity with: more even chip load, less vibration and chatter, faster feeds and speeds, better parts and surface finish, and longer tool life.

All factors combined, optimization cannot be reached unless all parts from spindle to cutting tool are in sync. Cutting performance can be optimized with a good machine, precision collet chuck, cutting tool, coolant, workholding, and program, but it’s not always commonly practiced. Compared to when purchasing the machine, giving a fraction of the time to consider the importance of the collet chuck taper rigidity, balance, grip and runout will provide greater productivity and most importantly will maximize profitability.
Toolholder Tapers and Sizes Determine Rigidity and Accuracy
The toolholder taper is the most important point of contact that determines the rigidity and accuracy of the machining. A 7/24 taper refers to the taper angle. 30, 40, & 50, tapers are all 7/24 tapers. A 7/24 taper is used to provide a good interface between the machine spindle and the toolholder without locking it in the spindle.
There are several different types and sizes of toolholder tapers to accommodate different machine spindles:

PSC Polygonal: Designed in the 1990’s, the polygonal shape, with standardized interface as per ISO 26623 in 2008, provides extreme stability and increased rigidity, tool deflection during machining.
With double contact on both face and taper, as well as great cross-sectional strength, this interface is unrivaled in terms of high clamping force and bending stiffness. Ideal for all processes both in turning and milling, this enhanced stability is crucial for maintaining precision and achieving high-quality surface finishes. Reduced vibration and improved damping characteristics help prevent premature tool wear, ensuring longer cutting tool life. Polygonal tapers are modular, allowing for quick and easy interchangeability of tools.

HSK 25, 32, 40, 50, 63, 80, 100, 125, and 160 (Forms A-F): Designed in the late 1980’s and is the most popular taper in Europe – also is the first standardized dual face contact taper.
The HSK dual face contact taper has the highest static and dynamic stiffness and rigidity for greater cutting capability. In fact, it allows for heavy duty machining and prevents Z axis variation at high RPM.
Additional benefits of the HSK dual face contact taper include fastest tool changing capability, highest tool change repeatability, and lower toolholder runout. With expanding hollow taper, the taper and flange maintain contact during spindle growth to increase tool life and surface finish of parts.

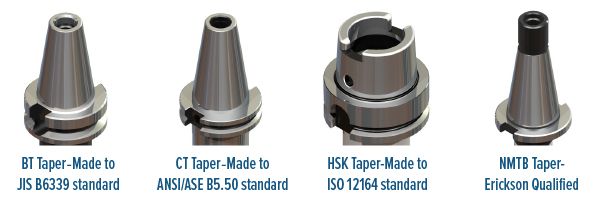
BT 30, 40, and 50: Developed in late 1970’s, it was designed by JIS (Japanese Industrial Standard B6339) as an improvement on the CAT design.
A 7/24 taper tool has equal width and depth drive slots, metric pull stud threads, and a ground pilot in the end of the taper to centralize the pull stud. It has an offset flange groove for tool changing and does not require an undercut beneath the flange. BT is now offered in taper plus. Benefits of using CAT/BT dual face contact spindle AND a taper plus toolholder.
Taper plus toolholders provide:
- Outstanding runout accuracy for longer tool life
- Vibration dampening for increased productivity
High rigidity for smooth and stable cutting
Benefits of using CAT/BT dual face contact spindle AND a taper plus toolholder include: higher static and dynamic stiffness and rigidity than standard non dual face contact holders for greater cutting capability. Face contact allows for heavier duty machining. It prevents Z axis variation at high RPM due to the expanding taper of the machine spindle. Taper and flange maintain contact with the spindle taper and face during spindle growth to increase tool life and surface finish of parts. Taper plus toolholders are interchangeable between standard 7/24 taper spindles and dual face contact spindles for greater flexibility.

CAT 40 and 50: Developed in late 1940’s and is the most common taper in North America that is made to ANSI/ASE B5.50 spec.
A 7/24 taper toolholder has different width and depth drive slots, imperial pull stud threads, and no ground pilot in the end of the taper to centralize the pull stud. It has a centralized flange groove for tool changing and requires an undercut beneath the flange. Europe’s modified version is known as the SK or ISO taper, and is now offered in taper plus – see above.

NMTB 40 and 50: Developed in late 1800’s, and designed by the National Machine Tool Builders Association (today known as Association for Manufacturing Technology or AMT).
A 7/24 taper toolholder with a 1” straight extension on the end of the taper. This taper is held in the spindle by use of a draw bar. There is no groove in the flange for a ATC arm to grip so this holder is loaded by hand.
Toolholder taper size is determined by the size and type of machine:
30 taper toolholders: are used on smaller size machine tools. The smaller taper provides less surface contact area with the machine spindle than larger tapers. Therefore, this taper is only used for machines designed for lighter duty work (drilling, tapping, and light milling). For HSK, machines sizes also apply to HSK 25, 32, and 40.
40 taper toolholders: are used on medium size machine tools. This is the most common taper and is used most commonly on vertical machining centers. For HSK, machines sizes also apply to HSK 50 and 63.
50 taper toolholders: are used on larger sized machine tools and most commonly on machines that machine large sized parts. For HSK, machines sizes also apply to HSK 100 and 125.
Coolant Applied to Cutting Tools
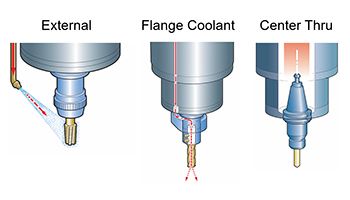
Different machining processes and materials may require specific coolant types and application methods for optimal results. Coolant used in machining lubricates and prevents temperature degradation of cutting tools, flushes chips away to prevent re-cutting chips, and reduces workpiece temperature. Coolant pressure can range from 70 psi to 1500 psi and is applied on cutting tools via three different delivery methods: external, flange coolant, and center thru.
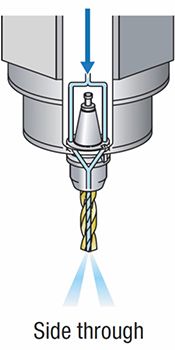
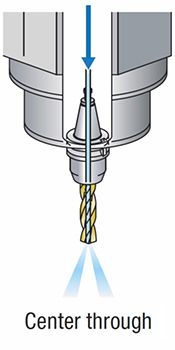
The two most common ways you’ll see coolant being applied onto cutting tools is center through or side through.
Quality Toolholders with the Nikken Advantage
Quality toolholders produce quality parts that are within the desired specifications. Quality is in the process of manufacturing the toolholder - you’ll never regret choosing quality.
Nikken high quality brand toolholders have been patented in Japan and in many other countries. With unique features, they are used all over the world and have been proving their efficiency for years and years, providing users with benefits that help them stay ahead of their competition:
Sub Zero Treatment

Nikken performs a sub-zero treatment to its tooling. All toolholders are subject to ultra-low temperature treatment of -90° C after carburizing. This treatment removes residual austenite to form 100% martensite compositions to prevent deformation and deterioration over time - this illustrates the quality of Nikken tooling.
Taper Contact
Nikken guarantees 85% of the taper contact ratio. It allows concentricity, run-out accuracy, and stable machining, while also reducing damage to the M/C Spindle and extending tool life. Strong rigidity between machine spindle and toolholder eliminates potential fretting corrosion.
Nikken’s taper characteristics:
- Nickel Chrome 4150 alloy
- AT3 taper or better, 56 to 58 HRc
- Traverse Ground Taper
Inspected by Prussian Blue oil method
Greater rigidity and higher accuracy allows for more aggressive material removal and part precision. So, Nikken provides the most accurate and precise collet chucks in the industry (guaranteed runout within .0002”). Additionally, Nikken milling chucks are the strongest clamping toolholder in the world with over 3500 ft. lbs of gripping force.
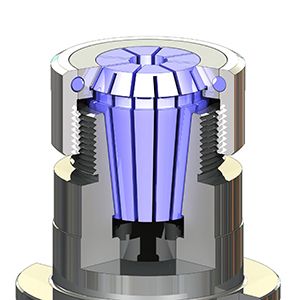
Collet Chucks Offer Versatility
Collet chucks are very versatile since different collet sizes can be used in one toolholder for different size tools being held. They come in a variety of shank sizes and types. Manufacturers using collet chucks in their machining process can encounter some common challenges:
- Tool Runout: Collet chucks can cause tool runout if not properly maintained or if the collets are worn. This can lead to decreased precision in machining.
- Tool Changes: Changing tools in collet chucks can be time-consuming, impacting production efficiency. Quick-change collet systems can help mitigate this challenge.
- Collet Wear: Over time, collets can wear out, affecting their gripping ability. This may necessitate frequent replacement or maintenance.
- Workpiece Vibration: Poorly balanced or improperly clamped workpieces can result in vibration during machining, leading to reduced surface finish and dimensional accuracy.
- Tool Size Limitations: Collet chucks have size limitations, which can restrict the range of tools that can be used in a particular machine.
- Compatibility: Ensuring that collet chucks are compatible with a wide variety of tool shank sizes and shapes can be a challenge, especially in job shops with diverse machining requirements.
- Set-Up Time: Properly setting up collet chucks for different tools and workpieces can be time consuming, impacting overall productivity.
- Material Selection: Choosing the right material for collets is crucial, as it can affect gripping force, durability, and thermal stability.
- Coolant and Chip Management: Proper chip evacuation and coolant delivery are essential in machining processes. Collet chucks should allow for effective chip removal and coolant flow.
Maintenance: Regular maintenance and cleaning of collet chucks are necessary to prevent issues like tool slippage and reduced accuracy.
Addressing these challenges often requires careful selection of quality collet chucks, routine maintenance, and operator training to ensure optimal performance and efficiency in manufacturing processes.
Collet Chucks Gripping Force – Critical for Machining Performance
The gripping force of a collet chuck is fundamental to the quality and precision of machining for several reasons:
- Tool Stability: A proper grip ensures that the cutting tool remains securely in place during machining, preventing tool movement or chatter, which can lead to poor surface finish and reduce accuracy.
- Accuracy: Accurate gripping force helps maintain precise tool positioning, which is essential for achieving tight tolerances and dimensional accuracy in machined parts.
- Tool Life: Insufficient gripping force can lead to tool slippage or vibrations, resulting in increased tool wear and reduced tool life. Proper gripping helps extend tool longevity.
Productivity: Consistent and reliable gripping force allows for higher machining speeds and feeds, improving overall productivity and efficiency.
Gripping force can be measured using a torque test – this will show the clamping force exerted by a toolholder. Manufacturers use torque tests to validate that the toolholder can withstand the forces encountered during various machining processes, providing confidence in the toolholder’s ability to hold the cutting tool securely and maintain dimensional accuracy throughout the machining operation.
During the torque test, torque is applied to a test pin to measure the resistance to rotation, which is directly related to the gripping force on the cutting tool. The torque test helps ensure that the toolholder can securely hold the cutting tool in place during machining. A higher gripping force is generally desirable as it contributes to better stability, accuracy, and performance in machining. It helps prevent tool slippage or deflection, leading to improved precision, surface finish in the finished workpiece, and increased cutting tool life.
See a torque test video that shows the gripping force of the SK collet chuck versus the ER collet chuck – the SK collet chuck provides 2x the gripping force:
Quality Toolholders for Every Application
Lyndex-Nikken has a wide range of quality toolholders to meet the most stringent specifications for any application:
High-Performance Advanced Toolholders - Toolholders that have innovative designs and technologies that enhance machining performance, precision, and efficiency are advanced toolholders. They offer additional capabilities, above what standard toolholders offers, to meet the demands of modern machining processes. Lyndex-Nikken advanced toolholders help manufacturers stay competitive in today’s demanding manufacturing environment:

SK Collet Chucks: Achieve accuracy and precision for optimal machine tool performance due to a titanium nitride (TiN) bearing nut that improves rigidity, narrow body provides better clearance, and taper angle provides increased gripping power. SK collet chucks are ideal for all applications including milling, drilling, reaming, thread mi lling and tapping.
Below is a comparison of three popular collet chucks that shows key features and which processes each performs best. All toolholder systems below will typically complete the job, but the key is knowing in advance what precision is required for the application. The greater the requirement for high precision and high productivity, the greater the need for SK collet chucks.

Seeing is believing when comparing machining results from an SK collet chuck vs. ER collet chuck. Check it out:
If you look at the chips from the ER they are frayed and jagged like a feather while the SK chips are extremely smooth and consistent. That is an indication that the cutting tool is being pulled out of the ER collet chuck. And if you look at the part, in the ER cut passes you will see the chatter with lines on the walls and swirl marks on the floors while the SK produces smooth almost mirror finish on walls and floors. Bottom line is with the ER collet chuck you would have to go back and re-cut the part which is inefficient, but with the SK collet chuck the cut is done right the first time - increasing your efficiency and accuracy. SK collet chucks are 2x more accurate than ER collet chucks, with 10x better repeatability.

Multi Lock Milling Chucks: Nikken invented the milling chuck in 1963, and today the Multi Lock Milling Chuck is still the most reliable and powerful toolholder available. Multi Lock milling chucks feature multi-roller bearings and a heavy duty nut for more gripping power. Additionally, spiral coolant slots project coolant at 2 degrees which assures high pressure and volume of cooling during high speed operations. Milling chucks offer a tremendous increase in performance over end mill holders.

VC Collet Chucks: Due to the TiN bearing nut reducing friction, VC collet chucks hold high runout accuracy within 3 microns at 4 times diameter. This produces better stability and improves surface finish and cutting tool life. Ideal for high speed machining, thread milling, and ultra-precision reaming, VC collet chucks are designed with a thick wall design of the holder body that improves cutting rigidity and increases dampening. Additionally, an 8-degree internal taper collet provides greater accuracy and clamping capability – double the gripping power of ER collet chucks.

MMC Mini-Mini Collet Chucks: Featuring a slim and compact body for precision machining with small diameter tools (up to 0.5”), the MMC collet chuck is an ideal toolholder for high-speed, high precision machining applications where clearance is needed such as die mold, aerospace, and medical parts. The MMC is precision ground and pre-balanced to 30,000 RPM at G2.5 runout accuracy of 3 microns at 4 times the diameter. An internal draw-in collet clamping mechanism (no collet nut required) results in strong, high-precision gripping from the front nose.

Shrink Fit Holders: Extreme gripping and being pre-balanced for up to 25,000 RPM makes shrink fit holders ideal for high-speed applications. Additionally, due to their slim design, shrink fit holders work well for areas where clearance is an issue. Using shrink fit holders will result in excellent surface finish, and will increase cutting tool life, material removal rate, and workpiece accuracy.
Standard Toolholders -Hold cutting tools securely in a machine tool and are standardized based on industry standards. Lyndex-Nikken standard toolholders include:

ER Collet Chucks: Known for a wide collet design to provide the most collapsibility (range of 1mm), ER collet chucks provide a continuous gripping range without gaps enabling it to be used in a wide range of applications. The wide collapsible range is made possible by the 16-degree ta per angle. However, the tradeoff is reduced gripping force compared to collets with a slower taper angle. Gripping force can be increased by using a bearing nut. This reduces friction between the nut and the top of the collet significantly increasing linear pressure under the same amount of applied torque while decreasing the tendency to twist and distort the collet. Comes in ER8, ER11, ER16, ER20, ER25, ER32, ER40, ER50, and can hold cutting tools between 1/32nd to 1”.

End Mill Holders: The most commonly used holder in the world for drilling and milling is also the oldest toolholder design from 1800’s that provides a very strong grip. End mill holders require a flat on your tool as well as on size toolholder and cutting tool.

Shell Mill Holders: Designed to hold shell mills and used only for facing, shell mill holders require a shell mill to be mounted on and pilot size and shell mill bore must match.

Tap Holders: Designed to hold tap collets only.

TG Collet Chucks: Known for their single angle tight 8-degree taper, comes in TG25, TG50, TG75, TG100 and TG150, and can told tools between 3/64th to 1.5”.

DA Collet Chucks: Gets the name DA from Dual Angle, narrow design allows for tool clearance, comes in 300, 200, 1 00, 180 DA, and can hold cutting tools between 3/64th to 3/4”.

Stub Mill Holders: Stub mill holders are designed to hold slitting saws or a group of slitting saws only.

Retention Knobs (Pull Studs): Retention knobs are threaded into the taper end of the toolholder. The machine spindle has a gripper that grabs the pull stud to retain the toolholder in the spindle. Various retention knob designs are used based on the spindle design. One exception for pull stud retention is HSK taper toolholders which have a hollow taper design. In this case, the machine spindle design has a gripping system that inserts fingers into the hollow taper and expands outward to retain the toolholder into the spindle.

Jacobs Taper Adapters: Designed to convert the taper of a machine spindle to accommodate a Jacobs taper drill chuck, Jacobs taper adapter s allow the use of standard drill chucks with different machines without the need for a dedicated spindle or tailstock.

Morse Taper Adapters: These allow machinists to use tools with different Morse Taper sizes on a particular machine without changing the entire spindle.

Accessories: Tool clampers, test bars, momimen carbide indexable chamfering & center-drilling tools, chibimomi carbide indexable chamfering & center-drilling tools, and TQW torque wrenches.
Can't decide which toolholder to use for your application? Watch this video where we put four different toolholders to the test: Shrink Fit Holder, Hydraulic Chuck, SK Collet Chuck and ER Collet Chuck. Watch closely as each toolholder tackles the same cut. Listen to the machining, observe the chips, and see firsthand how they perform so you can decide which toolholder will help you consistently produce parts to spec.
Videos: Why Manufacturers Choose Lyndex-Nikken Toolholders
Hear and see for yourself how Lyndex-Nikken quality toolholders, rotary tables, presetters, machine tool accessories, and automation provides optimal machining solutions for:



